

如何評估SMT加工設(shè)備的實(shí)際產(chǎn)能和良率?有哪些具體指標(biāo)?
評估SMT設(shè)備實(shí)際產(chǎn)能需結(jié)合理論產(chǎn)能與實(shí)際產(chǎn)出的動(dòng)態(tài)關(guān)系,理論產(chǎn)能基于設(shè)備標(biāo)稱速度(如貼片機(jī)CPH)計(jì)算,但需扣除停機(jī)時(shí)間(換料、調(diào)機(jī)、故障等)和生產(chǎn)線平衡損耗,如某貼片機(jī)標(biāo)稱120,000 CPH,若日均停機(jī)4小時(shí),實(shí)際產(chǎn)能可能降至80,000 CPH。良率評估則依賴CPK(制程能力指數(shù))和直通率(FTY):CPK≥1.67表明工藝穩(wěn)定(缺陷率<0.27%),那么如何評估SMT加工設(shè)備的實(shí)際產(chǎn)能和良率?有哪些具體指標(biāo)呢?

一、SMT加工產(chǎn)能評估的核心維度
SMT生產(chǎn)線的實(shí)際產(chǎn)能受設(shè)備性能、工藝適配性、管理水平等多重因素影響。根據(jù)行業(yè)實(shí)踐,以下指標(biāo)可系統(tǒng)化衡量設(shè)備的綜合產(chǎn)出能力:
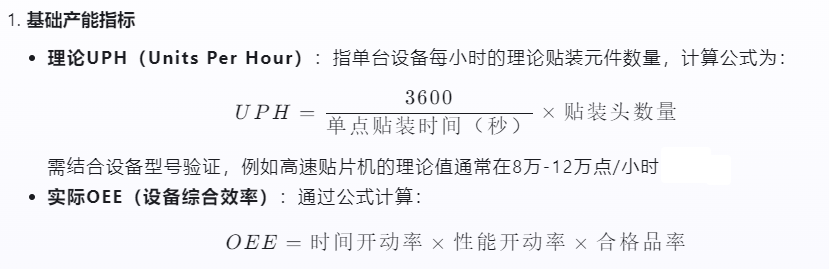
SMT設(shè)備的理論產(chǎn)能通常基于設(shè)備規(guī)格參數(shù)計(jì)算,如貼片機(jī)的貼裝速度(CPH)和回流焊爐的吞吐量。以某型號(hào)高速貼片機(jī)為例,其標(biāo)稱產(chǎn)能為120,000 CPH(每小時(shí)貼裝12萬個(gè)元件),但實(shí)際生產(chǎn)中需考慮設(shè)備利用率、換線停機(jī)時(shí)間及工藝調(diào)整損耗,如某企業(yè)通過記錄發(fā)現(xiàn),因換料和程序調(diào)試導(dǎo)致的停機(jī)占日均工時(shí)的18%,實(shí)際產(chǎn)能僅為理論值的72%。
計(jì)算公式:
實(shí)際產(chǎn)能 = 理論產(chǎn)能 × 設(shè)備利用率 × 時(shí)間利用率
其中設(shè)備利用率 =(理論工作時(shí)間 - 停機(jī)時(shí)間)/ 理論工作時(shí)間 × 100%
其中時(shí)間開動(dòng)率反映設(shè)備可用時(shí)間占比,性能開動(dòng)率體現(xiàn)實(shí)際運(yùn)行速度與理論值的差距,合格品率則關(guān)聯(lián)良率表現(xiàn)。
2. 生產(chǎn)線平衡率與瓶頸工序識(shí)別
SMT產(chǎn)線的整體產(chǎn)能受限于最慢工序(即瓶頸工位),如某產(chǎn)線中錫膏印刷機(jī)的平均周期時(shí)間(CT)為18秒,而貼片機(jī)為15秒,回流焊爐為20秒,則瓶頸工位為回流焊爐。通過生產(chǎn)線平衡率公式可量化評估:
平衡率 = ∑(各工序CT) /(瓶頸CT × 工序數(shù))
若平衡率低于85%,需通過工序重組或設(shè)備升級(jí)優(yōu)化。
3. 動(dòng)態(tài)產(chǎn)能彈性
3.1 換線效率:評估設(shè)備從一種產(chǎn)品切換至另一種產(chǎn)品的耗時(shí),優(yōu)秀工廠可通過MES系統(tǒng)實(shí)現(xiàn)快速換線,將停機(jī)時(shí)間壓縮至30分鐘內(nèi)。
3.2 小批量響應(yīng)能力:支持1片起訂的柔性產(chǎn)線需配備獨(dú)立快反通道,加急訂單可在24-48小時(shí)內(nèi)完成交付。
4. 設(shè)備穩(wěn)定性驗(yàn)證
OEE將產(chǎn)能效率分解為時(shí)間利用率、性能利用率和良品率三部分。某企業(yè)通過OEE分析發(fā)現(xiàn),其貼片機(jī)因程序錯(cuò)誤,導(dǎo)致的性能損失占比達(dá)35%,通過優(yōu)化貼片程序后,性能利用率從78%提升至92%。
4.1 連續(xù)運(yùn)行測試:在滿載狀態(tài)下持續(xù)運(yùn)行24小時(shí),記錄故障間隔時(shí)間(MTBF),優(yōu)質(zhì)設(shè)備應(yīng)不低于500小時(shí)。
4.2 關(guān)鍵部件壽命:如吸嘴磨損程度、伺服電機(jī)校準(zhǔn)周期等,直接影響長期產(chǎn)能輸出。
二、SMT加工良率評估的關(guān)鍵指標(biāo)與方法
良率是衡量SMT加工質(zhì)量的核心指標(biāo),其評估需覆蓋全流程管控節(jié)點(diǎn):
1. 制程級(jí)良率指標(biāo)
1.1 錫膏印刷良率:通過SPI(焊膏檢測儀)監(jiān)測厚度偏差≤±10μm,艏次印刷合格率需≥99.5%。
1.2 貼裝良率:依賴高精度貼片機(jī)的重復(fù)定位精度(±0.03mm以內(nèi)),配合AOI實(shí)時(shí)糾偏,目標(biāo)值為≥99.8%。
1.3 焊接良率:回流焊溫度曲線需匹配PCB材質(zhì)與元器件特性,峰值溫度控制在無鉛焊料范圍內(nèi)(235-260℃),空洞率≤25%,整體焊接良率≥99.5%。
2. 全檢與抽檢標(biāo)準(zhǔn)
2.1 IPC-A-610驗(yàn)收規(guī)范:執(zhí)行Class II/III級(jí)標(biāo)準(zhǔn),外觀缺陷率需低于300PPM(百萬分之三百),功能測試覆蓋率≥95%。
2.2 抽樣方案優(yōu)化:采用GB/T 2828.1-2012標(biāo)準(zhǔn),根據(jù)批量大小調(diào)整檢驗(yàn)水平(IL=II或III),嚴(yán)格把控批量風(fēng)險(xiǎn)。
3. 追溯與改進(jìn)機(jī)制
3.1 MES系統(tǒng)閉環(huán)管理:每塊PCBA綁定唯壹工單號(hào),實(shí)現(xiàn)物料批次、工藝參數(shù)、檢測結(jié)果的全程可追溯。
3.2 8D報(bào)告制度:針對不良品開展根本原因分析(RCA),制定臨時(shí)圍堵措施與永久改善方案,推動(dòng)良率持續(xù)提升。
4. CPK與制程能力分析
CPK(制程能力指數(shù))是衡量良率穩(wěn)定性的核心指標(biāo)。以錫膏印刷為例,若CPK≥1.67,表明印刷厚度波動(dòng)控制在±3σ范圍內(nèi),缺陷率低于0.27%。某企業(yè)通過引入SPI(錫膏檢測儀)實(shí)時(shí)監(jiān)控印刷厚度,將CPK從1.2提升至1.8,減少返工成本30%。
5. 直通率(FTY)與缺陷歸因
直通率指產(chǎn)品從貼片到終檢一次性合格的比例。某案例中,某產(chǎn)線直通率為95%,經(jīng)分析發(fā)現(xiàn)30%的缺陷源于元器件極性錯(cuò)誤,通過升級(jí)視覺識(shí)別系統(tǒng)后,缺陷率降至1.5%。需重點(diǎn)關(guān)注的缺陷類型包括:
5.1 焊點(diǎn)缺陷:虛焊、橋接、冷焊。
5.2 貼裝缺陷:偏移、漏貼、極性反。
5.3 材料缺陷:PCB焊盤氧化、元器件引腳變形。
6. 工藝參數(shù)與設(shè)備穩(wěn)定性
回流焊爐的溫度曲線直接影響焊接質(zhì)量。某企業(yè)通過熱仿真優(yōu)化BGA封裝的升溫速率(從2°C/s調(diào)整至1.5°C/s),使空洞率從15%降至5%。關(guān)鍵參數(shù)包括:
6.1 峰值溫度與保溫時(shí)間。
6.2 氮?dú)獗Wo(hù)濃度。
6.3 傳送帶速度。
三、影響SMT加工產(chǎn)能與良率的潛在因素
除上述直接指標(biāo)外,以下隱性因素同樣值得關(guān)注:
1. 物料管理復(fù)雜度:BOM表準(zhǔn)確性直接影響備料效率,錯(cuò)誤率需控制在0.1%以下;替代料推薦機(jī)制可降低缺料風(fēng)險(xiǎn),縮短交期延誤時(shí)長。
2. 人員技能匹配度:操作員需掌握編程調(diào)機(jī)、設(shè)備保養(yǎng)、異常處理等復(fù)合技能,定期培訓(xùn)考核合格率應(yīng)達(dá)100%。
3. 環(huán)境控制精度:車間溫濕度(23±3℃、40%-60% RH)、潔凈度(≤10萬級(jí))對精密元件貼裝有顯著影響,需納入日常監(jiān)控范圍。
四、產(chǎn)能與良率協(xié)同優(yōu)化的四大策略
1. 設(shè)備選型與配置優(yōu)化
1.1 高速機(jī)與泛用機(jī)組合:高速機(jī)處理0201(0.6mm×0.3mm)以下元件,泛用機(jī)應(yīng)對異形件(如連接器)。
1.2 模塊化產(chǎn)線設(shè)計(jì):支持快速切換產(chǎn)品型號(hào),減少換線時(shí)間(某案例換線時(shí)間從4小時(shí)縮短至30分鐘)。
1.3 智能化升級(jí):AI視覺定位系統(tǒng),使貼裝精度達(dá)±0.015mm,較傳統(tǒng)設(shè)備提升40%
2. 工藝參數(shù)的數(shù)字化管控
2.1 SPC(統(tǒng)計(jì)過程控制):實(shí)時(shí)監(jiān)控關(guān)鍵參數(shù)(如貼裝壓力、錫膏厚度),超限時(shí)自動(dòng)停機(jī)。
2.2 MES系統(tǒng)集成:記錄每片PCB的工藝參數(shù),支持追溯與分析。
2.3 預(yù)測性維護(hù):通過振動(dòng)傳感器預(yù)判設(shè)備故障,減少非計(jì)劃停機(jī)。
3. 人員技能與標(biāo)準(zhǔn)化作業(yè)
3.1 多能工培養(yǎng):操作員需掌握貼片機(jī)、回流焊、AOI設(shè)備的基礎(chǔ)維護(hù)技能。
3.2 防錯(cuò)設(shè)計(jì):掃碼核對BOM與物料,避免錯(cuò)料風(fēng)險(xiǎn)。
3.3 標(biāo)準(zhǔn)化作業(yè)手冊:明確各工序操作規(guī)范(如印刷壓力范圍0.25-0.35MPa)。
4. 環(huán)境與物料管理
4.1 無塵車間建設(shè):濕度控制在45%-60%,溫度23±3°C,減少靜電和氧化。
4.2 來料檢驗(yàn):使用X-ray檢測元器件內(nèi)部缺陷(如BGA焊球空洞)。
4.3 錫膏管理:回溫時(shí)間≥4小時(shí),存儲(chǔ)溫度0-10°C。

五、實(shí)戰(zhàn)案例:某智能硬件企業(yè)的評估實(shí)踐
某IoT企業(yè)曾因盲目追求低價(jià)合作商導(dǎo)致試產(chǎn)失敗,后引入科學(xué)評估體系:
1. 設(shè)備驗(yàn)證階段:委托第三方機(jī)構(gòu)進(jìn)行為期一周的連續(xù)生產(chǎn)測試,發(fā)現(xiàn)某廠商貼片機(jī)實(shí)際UPH僅為標(biāo)稱值的70%,且頻繁出現(xiàn)拋料問題;
2. 工藝適配性審查:通過DFM分析報(bào)告優(yōu)化焊盤設(shè)計(jì),將BGA焊接良率從92%提升至98%;
3. 質(zhì)量體系審核:核查ISO 9001認(rèn)證有效性及追溯系統(tǒng)完整性,最終選定具備IATF 16949資質(zhì)的供應(yīng)商,實(shí)現(xiàn)量產(chǎn)良率穩(wěn)定在99.7%以上。
案例1:某汽車電子企業(yè)的產(chǎn)能提升
① 痛點(diǎn):產(chǎn)線平衡率僅78%,直通率92%。
② 措施:
1. 重新分配CP6B與XP機(jī)的貼裝任務(wù),瓶頸CT從21.5s降至19s。
2. 引入AOI+X-ray雙檢系統(tǒng),缺陷檢出率提升至99.7%。
3. 實(shí)施TPM(全員生產(chǎn)維護(hù)),設(shè)備故障率下降60%。
③ 成果:產(chǎn)能從80K/月提升至120K/月,良率從92%至98%。
案例2:消費(fèi)電子廠商的良率優(yōu)化
① 痛點(diǎn):BGA焊接空洞率高達(dá)20%。
② 措施:
1. 優(yōu)化氮?dú)鉂舛戎?span style="font-size: 16px; font-family: Calibri;">30%,降低氧化風(fēng)險(xiǎn)。
2. 采用階梯升溫曲線,峰值溫度延長至60秒。
3. 建立CPK監(jiān)控體系,每日生成工藝穩(wěn)定性報(bào)告。
③ 成果:空洞率降至5%,CPK值從1.1提升至1.9。
六、技術(shù)展望
SMT加工設(shè)備的實(shí)際產(chǎn)能與良率絕非單一參數(shù)對比,而是技術(shù)實(shí)力、管理體系、服務(wù)能力的全方位考量。企業(yè)應(yīng)建立包含量化指標(biāo)(如OEE、PPM值)、軟性能力(如應(yīng)急響應(yīng)速度)、長期價(jià)值(如協(xié)同研發(fā)潛力)的綜合評價(jià)模型,方能規(guī)避合作陷阱,真正實(shí)現(xiàn)降本增效。正如業(yè)內(nèi)共識(shí):“可靠的制造伙伴,既是產(chǎn)能保障者,更是品質(zhì)守護(hù)者。”
1. AI驅(qū)動(dòng)的智能工廠:通過機(jī)器學(xué)習(xí)預(yù)測產(chǎn)能波動(dòng),動(dòng)態(tài)調(diào)整生產(chǎn)計(jì)劃,如某企業(yè)利用歷史數(shù)據(jù)訓(xùn)練模型,使換線時(shí)間預(yù)測誤差小于5分鐘。
2. 綠色制造與能效管理:開發(fā)低能耗回流焊爐(較傳統(tǒng)設(shè)備節(jié)電40%),并回收錫膏余熱用于車間供暖。
3. 柔性生產(chǎn)系統(tǒng):模塊化設(shè)備支持小批量多品種生產(chǎn),某案例實(shí)現(xiàn)12小時(shí)快速切換,滿足客戶定制化需求。
評估SMT設(shè)備的實(shí)際產(chǎn)能與良率,需構(gòu)建“數(shù)據(jù)驅(qū)動(dòng)+工藝優(yōu)化”的閉環(huán)體系。通過量化指標(biāo)(如OEE、CPK)識(shí)別瓶頸,結(jié)合智能化工具(如AI視覺、MES系統(tǒng))實(shí)現(xiàn)精準(zhǔn)管控,SMT加工將向更高精度、更低成本、更可持續(xù)的方向演進(jìn)。企業(yè)唯有持續(xù)優(yōu)化設(shè)備效能、夯實(shí)工藝基礎(chǔ),方能在激烈的市場競爭中立于不敗之地。

如何評估SMT加工設(shè)備的實(shí)際產(chǎn)能和良率?有哪些具體指標(biāo)?數(shù)字孿生可模擬產(chǎn)線運(yùn)行,預(yù)測設(shè)備綜合效率(OEE)并優(yōu)化排產(chǎn),如通過虛擬調(diào)試將換線時(shí)間縮短40%。AI視覺定位使貼裝精度達(dá)±0.015mm,較傳統(tǒng)設(shè)備提升40%,同時(shí)實(shí)時(shí)分析貼片數(shù)據(jù)生成CPK報(bào)告。良率方面X-ray檢測穿透分析BGA焊球空洞率,結(jié)合LSTM算法提前4小時(shí)預(yù)警焊接缺陷,減少返工損失。此外綠色制造指標(biāo)(如能耗降低30%、錫膏回收率≥95%)成為評估可持續(xù)產(chǎn)能的新標(biāo)準(zhǔn)。
 客服1
客服1